运卷小车将铝卷运送至主、付开卷机处,开动主、付开卷机对中油缸,加紧铝卷;发动初导板升降液压缸,抬起初导板,发动初导板弹性液压缸,翻开铝卷;发动主、付开卷机股动铝卷旋转,使铝板成功经过初导板伸出渠道,进入现已发动的夹送辊设备,运用摩擦力是铝板顺次经过校直辊设备、清洁设备(清洁铝板两面的油渍铝粉等)、矫直机(矫平直)、旋转平动剪(定尺裁剪)、皮带运送机(查看运送铝板)、进入垛板台,进行定尺垛板,由垛板小车将垛好的铝板垛运出.

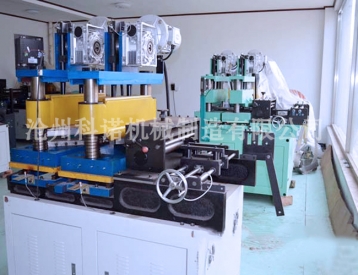
横剪机的主要特点:(1)选择的旋转飞剪剪使用主动齿轮装置,选择特殊合金钢,经过热处理的进口打磨机,精密可抵新标准的6级以上(老标1级),可以安全地消除剪切时的撞击声。交流伺服电机的主驱动电机的切割。控制是由特别策划的集成模块,长度测量精度可达±0.5毫米。
用于热轧钢板的开卷校平剪切码垛之用.一方面用于钢板的连续校平,另一方面利用横剪将钢板剪成规定长度和宽度的钢板,并垛成板垛.开卷线有"联机运行"和"手动运行"模式,下面详细介绍一下:
1.在手动运行模式下:数控横剪机的每一个动作均由操作台面板上的按钮及旋钮控制.在手动模式下,设备可以完成上料、下料等需要人工参与的工作.由于在手动运行模式下,设备的每个动作都可以由人工单独控制,从而也方便了设备的日常维护及故障判断.
2.在自动运行模式下:设备的大多数动作据预先设计好的程序自动进行控制,不需要人工参与,简化了对设备操作人员的要求,并减少了人员配备及工人的劳动强度.